Od nedostatku pracovních sil k předvídatelným dodávkám: Jak automatizace mění peněžní toky
Potravinářský závod s 12 pracovníky na knedlíkové lince dokáže expedovat 8 000 kusů denně. S 9 pracovníky – což se stává častěji, než si většina manažerů chce připustit – dodává 5 500. Nedostatek neovlivňuje pouze objem. Zpozdí datum odeslání, posune fakturu o týden a v závislosti na smlouvě spustí sankční doložku. Tato posloupnost se ve výrobě potravin každý měsíc odehraje tisíckrát a většina podniků absorbuje ztrátu, aniž by kdy pojmenovala hlavní příčinu.
Nedostatek pracovních sil ve zpracování potravin je strukturální, nikoli cyklický. Společná studie společností Deloitte a The Manufacturing Institute zjistila, že by tomu mohl čelit samotný výrobní sektor v USA 2,1 milionu neobsazených pozic do roku 2030 , přičemž zpracování potravin patří mezi nejvíce zasažené segmenty. Na trzích v jihovýchodní Asii, na Středním východě a v Evropě je vzorec stejný: operátory je těžší najmout, je těžší si je udržet a je stále dražší vyškolit – jen aby do roka odešli. Skutečnou otázkou není, zda je automatizace nezbytná. Jde o to, zda finanční případ pro to byl správně sestaven.
Když nemůžete obsadit linku, nemůžete předvídat účet
Harmonogramy dodávek jsou postaveny na výrobních předpokladech. Tyto předpoklady se opírají o počet zaměstnanců. Když počet zaměstnanců kolísá – a u pracně náročných tvářecích a balicích operací neustále kolísá – celý následný plán se stává nespolehlivým.
Zvažte, jak se to ve skutečnosti vyvíjí: továrna se zavazuje, že ve čtvrtek dodá distributorovi 50 000 kusů zmrazených dim sum. V úterý volají tři pracovníci nemocní. Linka běží na 60 % kapacity. Zásilka je krátká. Distributor drží kamion do pátku, což posune datum faktury, zpozdí platbu o celý fakturační cyklus a – pokud distributor používá model just-in-time – spustí v maloobchodě vyprodání zásob.
Tento scénář není selháním dodavatelského řetězce. Je to personální selhání a má to přímé náklady: opožděné příjmy, potenciální sankce a narušení důvěry u kupujícího, který má alternativy. Spojení mezi jak automatizace řeší nedostatek pracovních sil v potravinářských továrnách v praxi a následný finanční dopad je přímější, než připouští většina diskusí o zisku a ztrátě.
Skutečné finanční náklady na okna zmeškaného doručení
Viditelná cena za zmeškané doručení je sankcí. Úplný finanční dopad je však hlubší, napříč třemi složenými vrstvami.
Zpožděná fakturace a pomalejší konverze hotovosti. Většina smluv o dodávkách potravin fakturuje při potvrzení o dodání. Každý den, kdy se zásilka zpozdí, je dnem, kdy není vystavena faktura. U továrny s 30denními platebními podmínkami znamená konzistentní 3–5denní zpoždění dodávky hotovost dorazí o 10–17 % později, než předpokládá model. Tato mezera musí být pokryta – úvěrovými linkami, prodlužováním dodavatelů nebo čerpáním rezerv.
Smluvní expozice a doložky o sankcích. Maloobchodní a stravovací kupující v posledních letech zpřísnili podmínky SLA. Poplatky za pozdní doručení ve výši 1–3 % za incident jsou běžné a opakované porušení může vyvolat kontrolu smlouvy nebo úplné ukončení. Ztráta vztahu s distributorem neovlivňuje pouze jednu objednávku – odstraňuje tok příjmů, jehož vývoj trval měsíce nebo roky.
Důvěra kupujících a chování při opětovné objednávce. Kupující, kteří se setkají s opakovanými nekonzistentními dodávkami, nezruší smlouvy okamžitě. Tiše jsou dvouzdrojové. Snižují objem objednávek. Přestanou nabízet nové produktové řady dodavateli, kterého mentálně označili za nespolehlivého. Eroze příjmů je postupná a je těžké ji připsat jakékoli jednotlivé příčině – což je přesně důvod, proč má tendenci se neřešit.
Porozumění pět obchodních důvodů, proč výrobci potravin přecházejí na automatizovaná zařízení obvykle začíná zde – finanční bolestí v podobě nekonzistence, nejen provozními obtížemi spojenými s krátkým personálním obsazením.
Jak automatizace převádí variabilitu výstupu na jistotu propustnosti
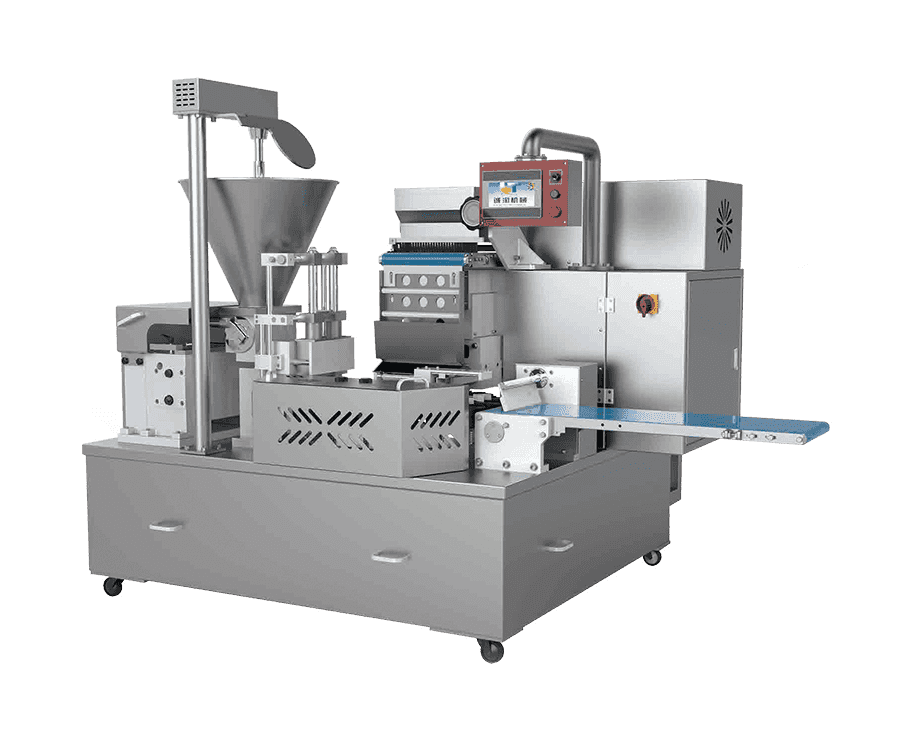
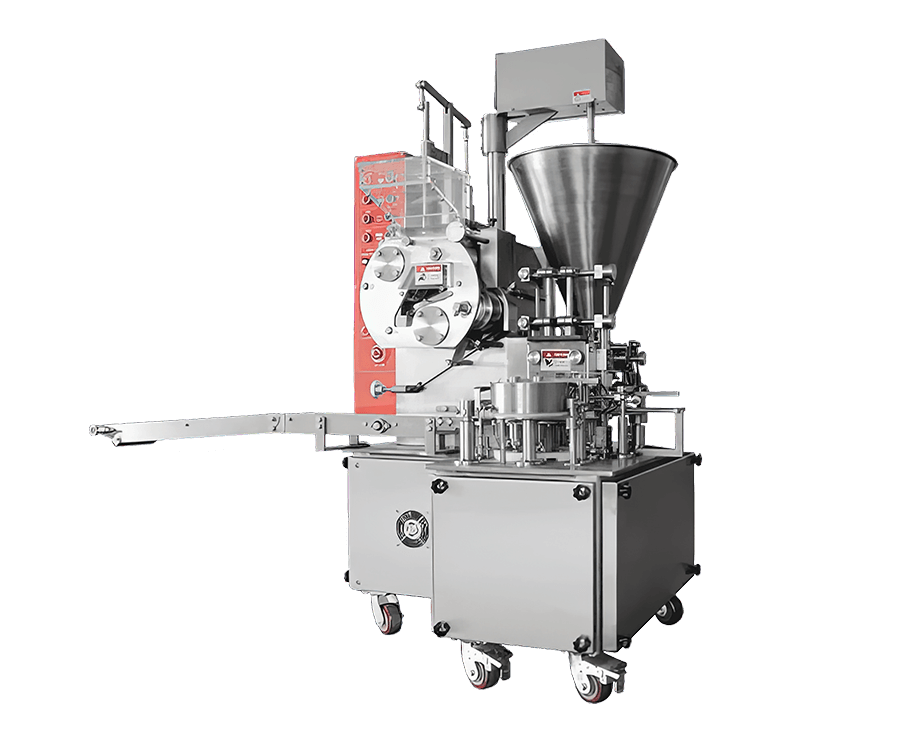
Dobře specifikovaný stroj na tvarování potravin nemá dny nemoci. Po šesté hodině nezpomaluje. Nemění svou plnicí hmotnost na základě únavy nebo rozptýlení. Jeho výkon za hodinu jedna je stejný jako za hodinu osm – a právě tato konzistence je přesně to, co dělá plánování výroby opět spolehlivým.
Prakticky řečeno, jediný automatizovaný formovací stroj manipulující s výrobou knedlíků nebo wontonů dokáže udržet výkon 3 600–6 000 kusů za hodinu, bez ohledu na složení směn nebo sezónní personální tlak. Ta sazba je měřitelná, plánovatelná a pojistitelná způsobem, kterým tým ručních tvarovacích dělníků prostě není.
Provozní směna je důležitá pro plánování. Jakmile liniový manažer ví, že fáze tvarování vyrobí X kusů za hodinu za jakýchkoliv personálních podmínek, každý následný závazek – balení, rezervace chladícího řetězce, plánování přepravy, načasování faktur – může být postaven na solidním čísle, nikoli na optimistickém odhadu. To je základ přizpůsobení kapacity stroje vašim skutečným výrobním zakázkám spíše než naopak: nechat pracovní sílu určovat, k čemu se můžete zavázat.
Pro potravinářské továrny vyrábějící předměty, jako jsou knedlíky, inkrustované pečivo, jarní závitky nebo formované sušenky, stroje na tvarování potravin navržené pro konzistentní velkoobjemový výstup představují bod ve výrobním toku, kde je variabilita průchodnosti nejvyšší při ručním provozu – a kde automatizace poskytuje nejokamžitější stabilizaci.
Předvídatelný výstup znamená předvídatelný peněžní tok
Finanční argumenty pro automatizaci jsou obvykle zasazeny do snížení nákladů: méně pracovních hodin, méně odpadu, méně předělávek. Ty úspory jsou skutečné. Ale dopad jistoty dodání na peněžní toky je často větší a rychlejší než samotné úspory mzdových nákladů.
Zde je mechanismus: když se továrna může spolehlivě zavázat k termínu dodání a dodržet jej, fakturace proběhne podle plánu. Platební cykly začínají včas. Pohledávky se nehromadí za zmeškanými zásilkami. Pracovní kapitál, který byl dříve uzavřen ve stavu „čekající na dodání“, se stává dostupným s předvídatelnou kadenci.
Zjednodušené srovnání ilustruje rozdíl:
| Metrické | Ruční linka | Automatická linka |
|---|---|---|
| Rychlost doručení včas | 68–75 % | 92–97 % |
| Průměrné zpoždění faktury (dny) | 4–7 dní | 0–1 den |
| Vystavení penalizaci (za čtvrtletí) | 2–4 % z hodnoty zakázky | Téměř nula |
| Cyklus konverze hotovosti | Nepředvídatelné ±12 dní | Stabilní, do ±2 dnů |
Na složeném efektu záleží : továrna, která dosáhne 95% včasného dodání, může spolehlivě vyjednat rychlejší platební podmínky s distributory a dále snížit DSO (dny nevyřízeného prodeje). Kupující, kteří důvěřují vaší spolehlivosti dodávek, mají také tendenci časem zvětšovat velikost objednávky, čímž zvyšují tržby na zákazníka, aniž by úměrně rostly prodejní náklady.
Výpočet návratnosti: Kdy vám automatizace začne vracet peníze?
Čísla každé továrny se liší, ale výpočet návratnosti pro automatizaci výroby potravin obvykle čerpá ze čtyř vstupů: přímé mzdové náklady, míra plýtvání a přepracování, vystavení penalizaci dodávky a ušlé příjmy z nespolehlivých dodavatelských vztahů.
Většina továren, které provedly tento výpočet poctivě – včetně všech čtyř vstupů spíše než jen úspor práce – zjistila, že doba návratnosti účelově vyrobeného stroje na tvarování potravin se pohybuje mezi 12 a 24 měsíci. Na trzích s omezenou pracovní silou, vysokým obratem a náročnými smlouvami SLA kupujících se toto okno může zkrátit na méně než rok.
Výpočet se v průběhu času také pozitivně sloučí. Jakmile se náklady na zařízení vrátí, každý následující měsíc konzistentní propustnosti představuje lepší marži – bez nákladů a nejistoty spojené s náborem, školením a udržením manuálních pracovníků pro stejné úkoly. Zkoumání tři praktické způsoby, jak zvýšit výstupní rychlost a snížit prostoje se v této fázi stává relevantní – ne jako způsob, jak vymáčknout více ze stávající linky, ale jako způsob, jak rozšířit finanční návratnost počáteční investice do automatizace.
U továren, které stále pracují na obchodním případu, pomáhá začít s penalizací a stranou ušlých výnosů v účetní knize spíše než úsporou práce. Tyto náklady jsou často vyšší, než se očekávalo – a jakmile se zlepší spolehlivost dodávky, okamžitě je lze získat zpět.
Kde začít v prostředí výroby potravin
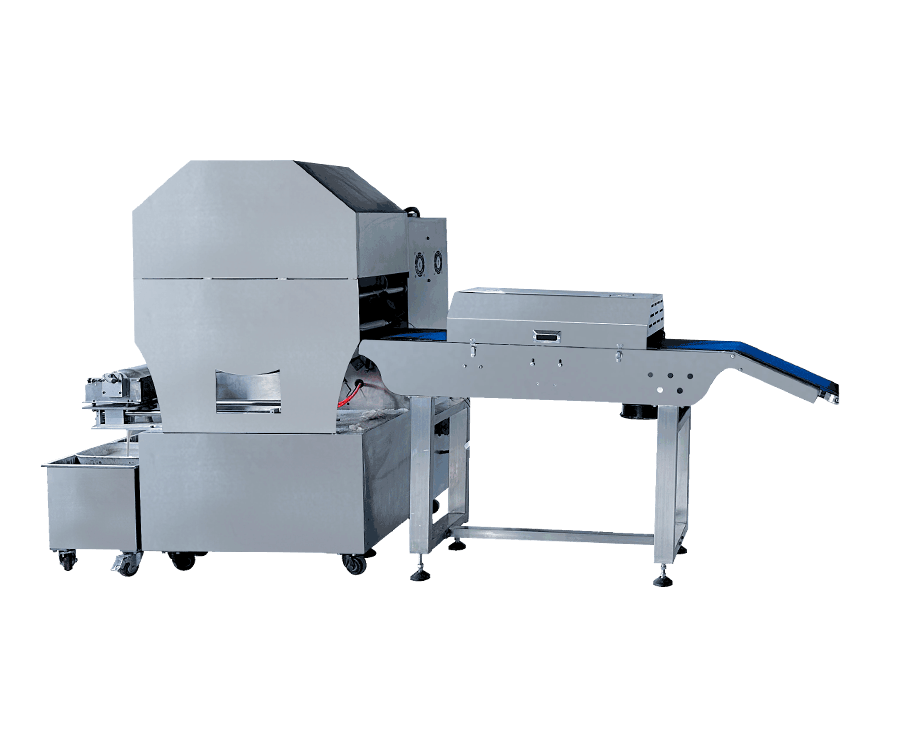
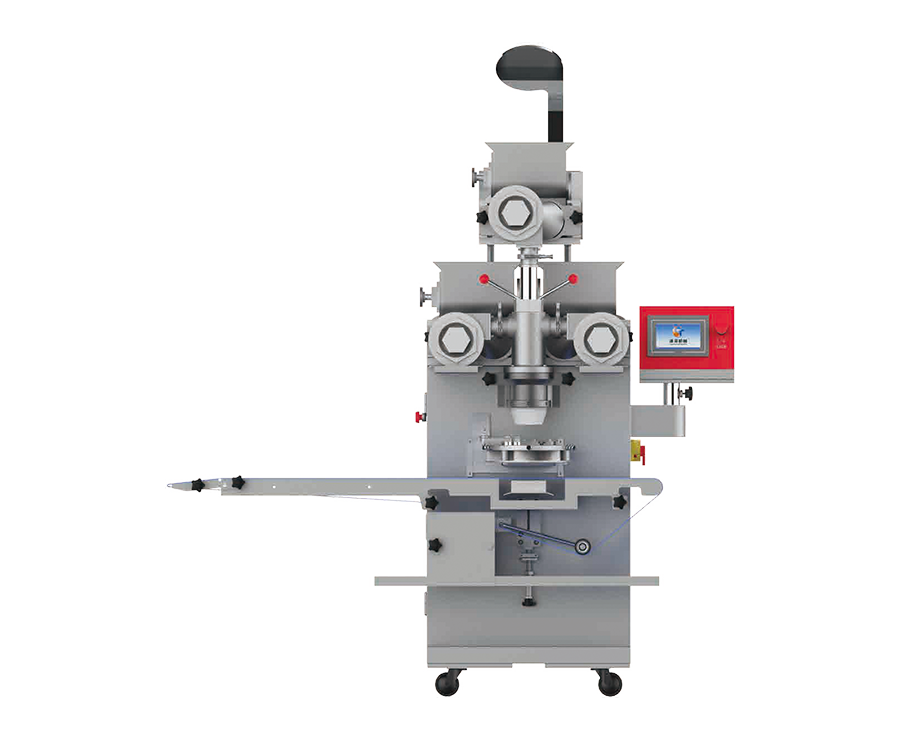
Automatizace nemusí být úplná, aby byla transformativní. Při výrobě potravin je výchozím bodem s nejvyšším pákovým efektem téměř vždy fáze tvarování nebo plnění – krok, kde je manuální práce nejintenzivnější, nejhůře se udržuje konzistence produktu a proměnlivost výroby má největší následný efekt.
Továrna vyrábějící knedlíky, wontony, baozi, siomai nebo inkrustované pečivo, která nejprve automatizuje svou formovací linku, zaznamená okamžitou stabilizaci svého denního výstupního počtu. Tato jediná změna – přesně vědět, kolik kusů linka vyrobí za směnu – odstraňuje primární zdroj nejistoty dodávky. Vše ostatní ve výrobním plánu se stává lépe zvládnutelným: nákup přísad, běhy balení, rezervace chladírenských skladů a přepravní závazky.
Odtud se přístup může systematicky rozšiřovat. Přípravná zařízení – mixéry, separátory rýže, kráječe zeleniny – zvládají předřazenou variabilitu. Rozšířené aplikační stroje zvládají následnou flexibilitu: potahování, zaoblení, plnění. Každá fáze přidaná do automatizovaného pracovního toku zužuje propast mezi plánovaným a skutečným výstupem a zpřísňuje schopnost továrny plnit závazky, které řídí peněžní tok.
Výchozím bodem nemusí být generální oprava celé linky. Musí to být správné zařízení, které odpovídá konkrétnímu produktu a objemu, na kterém je váš provoz postaven. Tato konverzace – o typu produktu, vlastnostech těsta, viskozitě náplně a cílové výstupní rychlosti – je místem, kde začíná nejužitečnější návod.


Související produkty
Copyright © Shanghai Chengtao Machinery Co., Ltd. All rights reserved. 
Kontaktujte nás